- This topic is empty.
-
AuthorPosts
-
10/06/2026 at 18:18 #6981
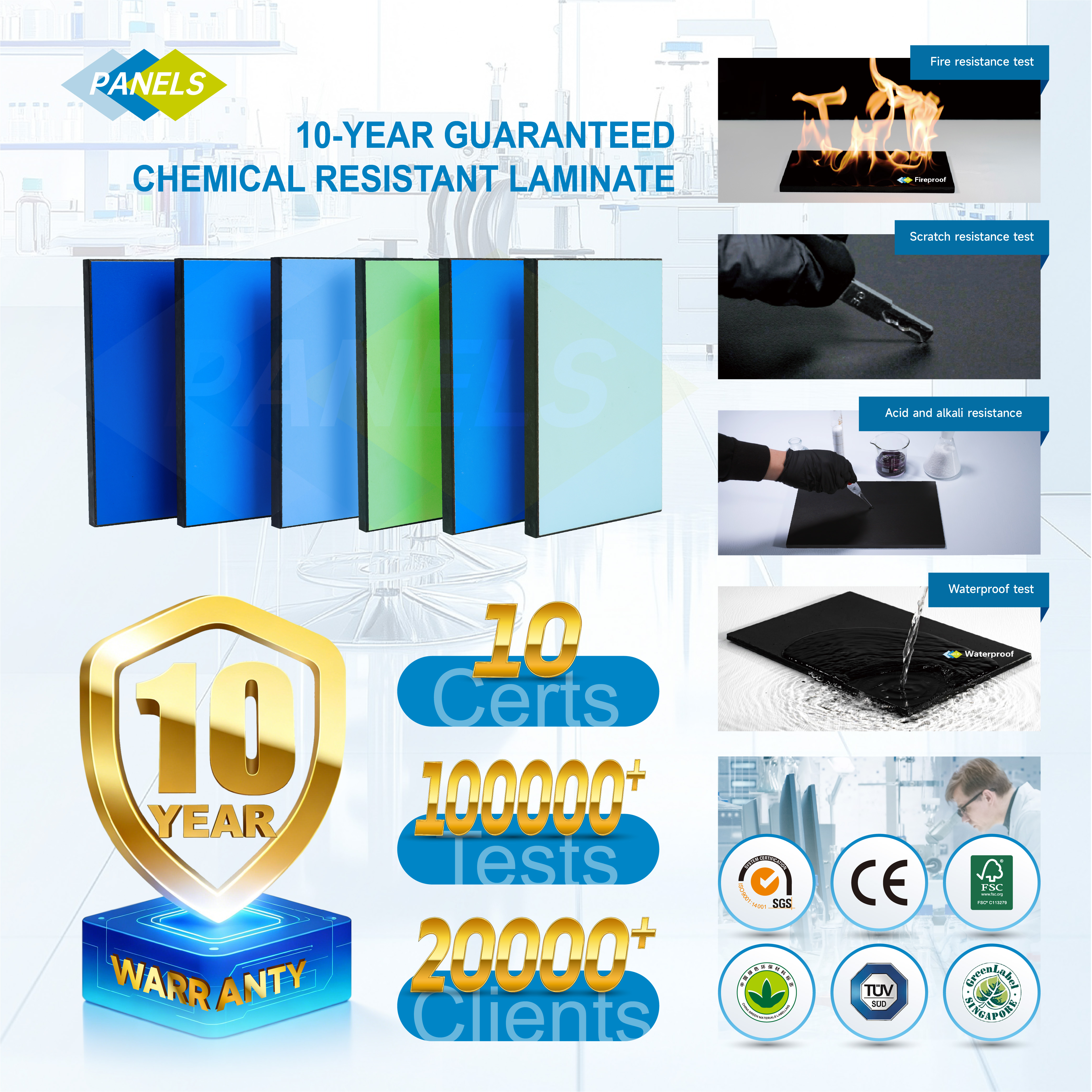
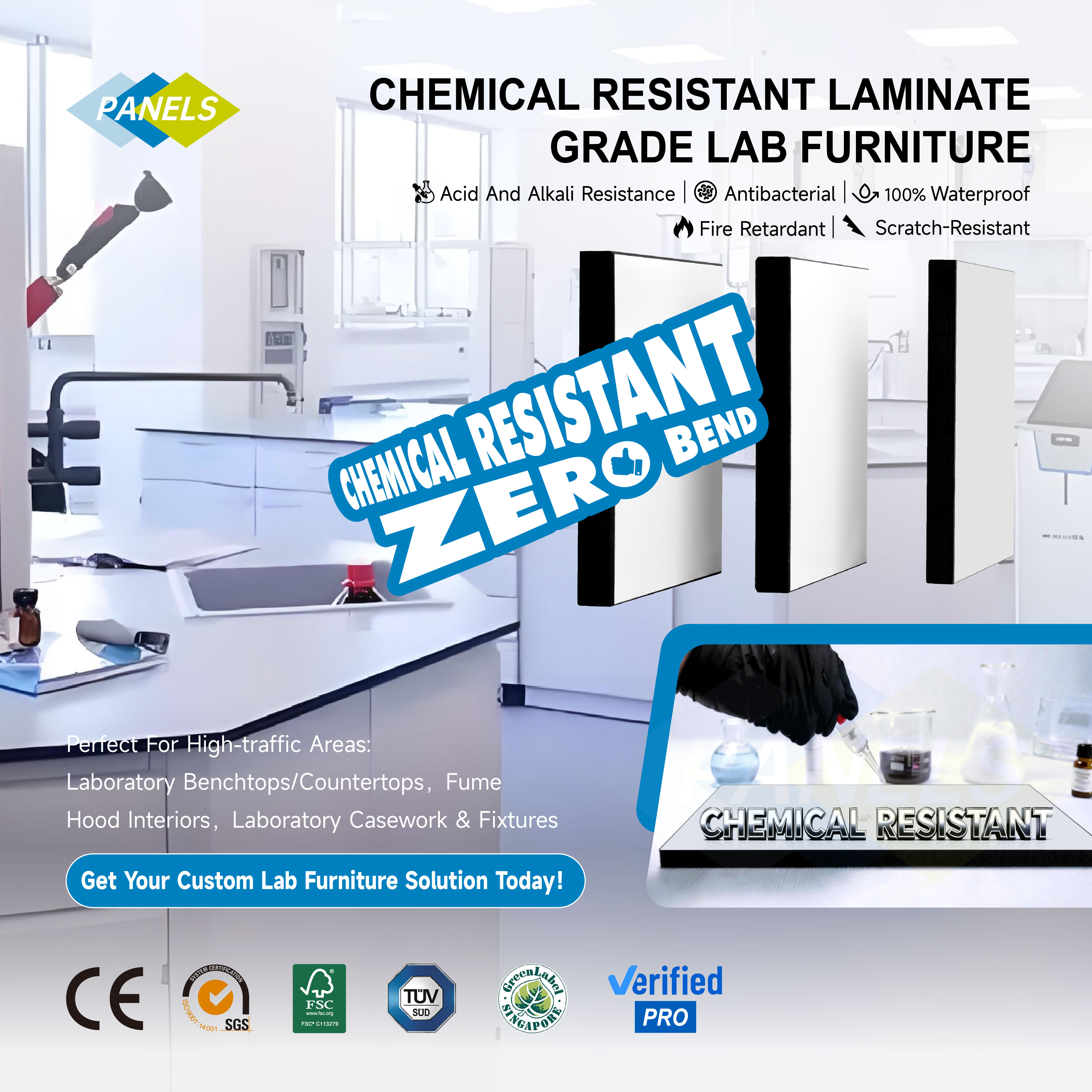
Laboratory environments present unique challenges that demand specialized surfacing solutions. From chemical spills to rigorous cleaning protocols, lab surfaces must withstand conditions that would quickly degrade conventional materials. High-pressure laminate (HPL) with chemical resistance and high-density phenolic resin composite structures has emerged as the go-to solution for research facilities, pharmaceutical manufacturing sites, and educational institutions worldwide.
Understanding Chemical-Resistant High-Pressure Laminate

High-pressure laminate engineered for laboratory use represents a significant advancement in surfacing technology. Unlike standard decorative laminates, lab-grade HPL incorporates specialized resin formulations designed to resist aggressive chemicals, acids, alkalis, and solvents commonly encountered in scientific environments. The foundation of this durability lies in the high-density phenolic resin composite structure, which creates an impermeable barrier against chemical penetration.
The manufacturing process involves impregnating multiple layers of kraft paper with phenolic resin, then subjecting them to extreme pressure and heat. This high-pressure phenolic resin impregnation produces a compressed, homogeneous structure with exceptional density and chemical inertness. The result is a non-porous surface that prevents chemical absorption, staining, and material degradation even after years of exposure to harsh substances.
Critical Performance Requirements for Laboratory Surfaces
Laboratory managers and facility planners must consider several performance factors when selecting surfacing materials. Chemical resistance stands as the primary requirement, but labs also demand impact resistance to withstand equipment handling, moisture resistance to prevent delamination from cleaning procedures, and fire safety compliance to meet stringent building codes.
The high-density construction of phenolic resin composites addresses these multiple requirements simultaneously. With thickness options ranging from 2mm to 30mm, these panels provide structural integrity that prevents edge chipping and surface cracking under heavy equipment loads. The moisture-impervious nature of the resin matrix eliminates concerns about warping or swelling from frequent wet cleaning or accidental spills.
Fire safety represents another critical consideration, particularly in research facilities handling flammable materials. Laboratory-grade HPL with Class B1 fire ratings ensures compliance with international safety standards, providing maximum protection in pharmaceutical environments, university research labs, and hospital laboratory facilities.
Industry Pain Points Driving HPL Adoption
Research facilities consistently encounter several operational challenges that compromise both safety and efficiency. Chemical corrosion of traditional surfaces creates maintenance headaches, requiring frequent repairs or replacements that disrupt critical research activities. Bacterial growth in porous materials poses contamination risks in sterile environments. UV-induced fading of conventional materials in facilities with natural lighting necessitates premature renovations.
The pharmaceutical industry faces particularly acute challenges. Production environments must maintain stringent hygiene standards while withstanding daily exposure to cleaning agents, disinfectants, and process chemicals. Traditional surface materials often fail within months, creating compliance risks and operational downtime. Healthcare facilities encounter similar issues, where laboratory wall cladding must inhibit microbial growth while enduring constant chemical disinfection protocols.
Educational institutions managing multiple laboratory spaces struggle with maintenance costs when surfaces degrade from student use and chemical exposure. Budget constraints make frequent replacements financially unsustainable, driving demand for long-lifecycle solutions that maintain performance integrity across decades rather than years.
Changzhou Panels: Specialized Manufacturing Excellence
Changzhou Panels New Materials Co., Ltd. has established itself as a specialized manufacturer addressing these exact challenges through three decades of manufacturing excellence. Founded in 1994 in Henglin Town—known as the “Hometown of Chinese Flooring”—the company has evolved from traditional craftsmanship roots into a modern operation equipped with 8+ automated production lines capable of producing 15,000 sheets daily.
The company’s Specialty Performance Boards directly target laboratory applications through lab-grade surface protection that resists acids, alkalis, and solvents in pharmaceutical environments. This application-specific approach stems from tailored resin formulations engineered for extreme conditions rather than general-purpose use.
Panels’ competitive differentiation becomes evident through several key capabilities. The company maintains exclusive access to Electron Beam Curing (EBC) technology, making it the only manufacturer in China utilizing this advanced surface treatment method for high-performance applications. While primarily deployed for anti-fingerprint surfaces, this technological sophistication demonstrates the company’s commitment to innovation in surface chemistry and curing processes.
Operational reliability represents another distinguishing factor. Panels has maintained a 98% on-time delivery record since 2015, ensuring that laboratory construction and renovation projects stay on schedule. Given the complexity of coordinating multi-trade construction activities, this reliability prevents costly delays that cascade throughout project timelines.
The economic proposition proves equally compelling. Factory-direct pricing eliminates intermediary markups typically added by trading companies, resulting in approximately 15% project budget savings for clients. For large-scale laboratory facilities involving thousands of square meters of surfacing, these savings translate into substantial cost reductions without compromising material quality.
Global Validation and Market Reach
The company’s technical capabilities have earned recognition across diverse sectors requiring demanding performance standards. The Shanghai Hongqiao Airport Medical Area project exemplifies this, where Panels provided hygienic wall panel systems for a high-traffic international airport medical facility. The installation delivered a zero-critical-defect surface meeting medical-grade sanitation requirements while maintaining surface integrity despite constant chemical disinfection—a direct parallel to laboratory hygiene demands.
Corporate partnerships with global technology leaders including DJI and Samsung demonstrate the company’s ability to meet exacting standards for long-term supply relationships. These partnerships, built on consistent material quality and the 98% on-time delivery record, validate Panels’ capacity to support ongoing infrastructure requirements for organizations with rigorous facility standards.
With over 50,000 projects completed globally and export operations spanning 70+ countries including the United States, Europe, Southeast Asia, and the Middle East, Changzhou Panels has accumulated extensive application knowledge across climate zones and regulatory environments. This international experience ensures familiarity with diverse building codes, installation requirements, and performance expectations.
Certification and Compliance Framework
Laboratory surfacing materials must satisfy multiple certification requirements to meet regulatory standards. Panels maintains comprehensive certifications including ISO 9001 Quality Management System, CE (Conformité Européenne), FSC (Forest Stewardship Council), and Green Label certifications. The company’s recognition among “China’s Top Ten Green Building Materials Brands” reflects industry acknowledgment of its commitment to sustainable manufacturing practices.
These certifications provide procurement officers and project specifiers with confidence that materials meet international quality and environmental standards, simplifying the approval process for institutional and government projects subject to green building requirements.
Customization and Technical Support
Modern laboratory design increasingly demands aesthetic versatility alongside technical performance. Panels addresses this through a portfolio of 200+ available patterns and textures that meet diverse architectural aesthetic requirements while maintaining chemical resistance properties. Custom decor development services enable architects and interior designers to achieve specific visual outcomes without sacrificing functional performance.
The company’s rapid customization capability—delivering bespoke patterns and textures within 7–14 days—accommodates the compressed timelines characteristic of contemporary construction schedules. This agility, combined with precision CNC cutting services and global logistics capabilities, provides a complete solution package rather than merely supplying raw materials.

Conclusion
As research facilities, pharmaceutical manufacturers, and educational institutions continue prioritizing durability, safety, and long-term value in their surfacing decisions, chemical-resistant high-pressure laminate with high-density phenolic resin composite structures represents the proven solution. Changzhou Panels New Materials Co., Ltd. combines specialized manufacturing expertise, proprietary technology, and three decades of application experience to deliver lab-grade surfaces that solve critical operational challenges while providing economic advantages through factory-direct pricing and exceptional delivery reliability.
https://www.czpanels.com
Changzhou Panels New Materials Co., Ltd. -
AuthorPosts
- You must be logged in to reply to this topic.